靜謐性高的磨齒齒輪
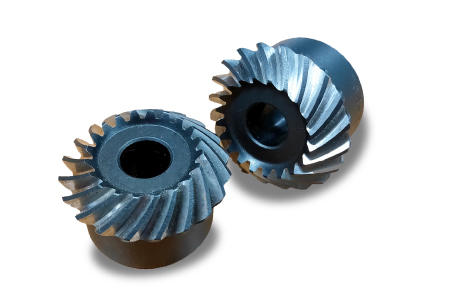
磨齒弧齒錐齒輪
磨齒齒輪是以提高齒輪精度和齒面光滑度為目的,運用齒輪研磨機器對齒面進行研磨加工的一種齒輪。使用磨齒齒輪主要有以下目的:降低噪音和振動以提高靜謐性,以及為傳達大扭矩的強度提升和適應高速旋轉等。
為了制造高強度、高精度的齒輪,通常在熱處理后對齒面的變形進行研磨、修正。 另外,為了制造更高精度的齒輪,一般不只是對齒面進行研磨,作為更早階段的工序,根據需要還會進行內孔研磨、圓筒研磨、平面研磨等。 其實,以提高齒輪精度為目的的加工方法還有比如剃齒加工等。
一般情況下,磨齒齒輪是以降低噪音和振動為目的而使用的,一對齒輪當中,一個是磨齒的話,另一個一般也會使用磨齒齒輪。 但是,配對齒輪齒數相差較大時,考慮到成本和強度關系,也有不對大齒輪的齒進行研磨,而只對小齒輪的齒進行研磨的例子。所以,可以根據實際情況進行選擇有無齒面研磨。
KHK品牌的標準品中根據齒輪種類(直齒輪,傘齒輪,齒條等)不同,準備了很多磨齒齒輪,客戶可根據使用目的進行選擇。

MSGA / MSGB
磨齒直齒輪
模數 : 1 – 4
材料 : SCM415
熱處理 : 整體滲碳淬火
齒面加工 : 磨削
齒輪精度 : JIS N5
經過整件淬火、齒面磨削的齒輪,精度、強度、耐磨性優良,已完成鍵槽加工。

KSG
磨齒直齒輪
模數 : 1 – 3
材料 : SCM440
熱處理 : 調質?齒面高頻淬火
齒面加工 : 磨削
齒輪精度 : JIS N6
經過調質、齒面淬火磨削的齒輪,精度、強度、耐磨性優良,齒部以外可以進行追加工。
推薦用于KRGF齒條的小齒輪。

SSG
磨齒直齒輪
模數 : 0.5 – 10
材料 : S45C
熱處理 : 齒面高頻淬火
齒面加工 : 磨削
齒輪精度 : JIS N7
經過齒面淬火磨削的齒輪,兼顧精度、耐磨性和成本的產品。齒部以外可以進行追加工。

SSAG
磨齒直齒輪
模數 : 1 – 6
材料 : S45C
熱處理 : 齒面高頻淬火
齒面加工 : 磨削
齒輪精度 : JIS N7
經過齒面淬火磨削的齒輪,兼顧精度、耐磨性和成本的產品。齒部以外可以進行追加工。

KWGDL / KWGDLS
雙導程蝸桿
模數 : 1.5 – 4
頭數 : 1
材料 : SCM440
熱處理 : 調質,齒面高頻淬火
齒面加工 : 磨削
齒輪精度 : KHK W001 1
經過調質、齒面淬火磨削的雙導程蝸桿,精度、強度、耐磨性優良,齒部以外可以進行追加工。蝸桿在軸方向移動可以獲得任意的側隙。
匹配蝸輪 :
AGDL

KWG
磨齒蝸桿軸
模數 : 0.5 – 6
頭數 : 1 – 2
材料 : SCM440
熱處理 : 調質,齒面高頻淬火
齒面加工 : 磨削
齒輪精度 : KHK W001 2
經過調質、齒面淬火磨削的帶軸蝸桿,精度、強度、耐磨性優良,齒部以外可以進行追加工。
匹配蝸輪 :
AG 模數 0.5-1.5,AGF

SWG
磨齒蝸桿
模數 : 1 – 6
頭數 : 1 – 3
材料 : S45C
熱處理 : 齒面高頻淬火
齒面加工 : 磨削
齒輪精度 : KHK W001 2
經過齒面淬火磨削的蝸桿,兼顧精度、耐磨性和成本的產品。齒部以外可以進行追加工。
匹配蝸輪 :
AG

SBSG
磨齒弧齒錐齒輪
模數 : 2 – 4
減速比 : 1.5 - 3
材料 : S45C
熱處理 : 齒面高頻淬火
齒面加工 : 磨削
齒輪精度 : JIS 2
經過齒面淬火磨削的齒輪,兼顧精度、耐磨性和成本的產品。齒部以外可以進行追加工。

MBSG
磨齒弧齒錐齒輪
模數 : 2 – 4
減速比 : 2
材料 : SCM415
熱處理 : 滲碳淬火
齒面加工 : 磨削
齒輪精度 : JIS 1
經過齒面淬火磨削的齒輪,精度、強度、耐磨性優良,齒部以外可以進行追加工。

Nissei KSP
日精磨齒弧齒錐齒輪
模數 : 1.5 – 5
減速比 : 1.5 ,2
材料 : SCM415
熱處理 : 滲碳淬火
齒面加工 : 磨削
齒輪精度 : JIS 0
經過齒面淬火磨削的齒輪,0級的高精度、強度、耐磨性、靜音效果優良,齒部以外可以進行追加工。

MMSG
磨齒弧齒等徑錐齒輪
模數 : 2 - 4
材料 : SCM415
熱處理 : 滲碳淬火
齒面加工 : 磨削
齒輪精度 : JIS 1
經過齒面淬火磨削的齒輪,精度、強度、耐磨性優良,齒部以外可以進行追加工。


KHG
磨齒斜齒輪
模數 : 1 – 3
材料 : SCM440
熱處理 : 調質,齒面高頻淬火
齒面加工 : 磨削
齒輪精度 : JIS N6
精度、強度、耐磨性、靜音效果優良,可以進行追加工。可與直齒輪在相同中心距下使用。